注塑发泡聚氨酯制品的成型工艺
发布时间:2025-05-22 19:11:37 作者:邢台佑瑞 当前点击量:144
注塑发泡聚氨酯(PU)制品是一种结合注塑成型与发泡技术的工艺,主要用于生产轻量化、精度适宜、复杂形状的泡沫制品。其核心是通过注塑机将聚氨酯原料注入模具,并在模腔内发生化学反应(或物理发泡)形成微孔结构。以下是该工艺的详细流程及关键控制点:
一、注塑发泡PU的成型工艺分类
1.化学发泡法
原理:利用异氰酸酯(-NCO)与多元醇(-OH)反应生成CO₂气体发泡,或添加化学发泡剂(如NaHCO₃)分解产气。
特点:泡孔均匀,适用于较微孔制品(如鞋底、汽车内饰)。
2.物理发泡法
原理:注入超临界流体(如N₂、CO₂)或低沸点溶剂(如戊烷),通过压力释放膨胀发泡。
特点:无化学残留,环保性好,适合食品包装、医用材料。
3.反应注射成型(RIM)
原理:高压混合异氰酸酯与多元醇,速度适宜注入模具并发泡固化(如汽车仪表盘)。
特点:成型周期短,适合大型复杂件。
二、注塑发泡PU工艺流程
1.原料准备
组分A:异氰酸酯(如MDI、TDI)。
组分B:多元醇(聚醚/聚酯型)+催化剂(胺类/(以实际报告为主)锡)+发泡剂(化学或物理)+稳定剂(硅油)。
预混:B组分需均质混合,避免气泡缺陷。
2.注塑成型
高压注入:通过注塑机将A/B组分以高压(10-20MPa)混合后注入模具。
模温控制:模具温度通常为40-80℃,影响发泡速率与固化时间。
发泡阶段:
化学发泡:CO₂气体使材料膨胀,填充模腔。
物理发泡:超临界流体减压后形成微孔。
3.固化与脱模
固化时间:30秒至5分钟(取决于制品厚度和多个地区)。
开模取件:发泡体冷却定型后脱模,避免变形。
4.后处理
熟化:室温放置24小时以全部反应(提升力学性能)。
修边:切除飞边或浇口残留。四、典型应用与案例
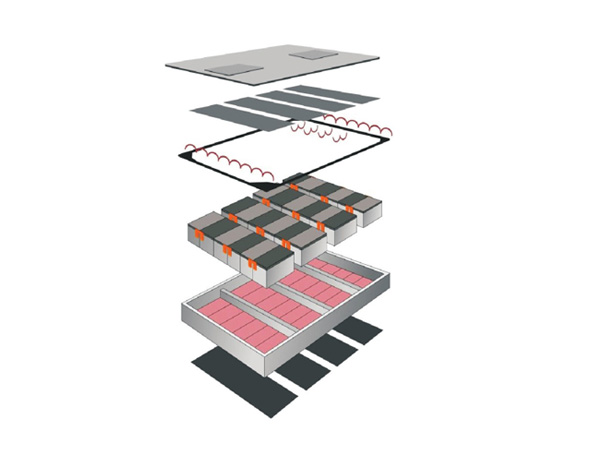
汽车部件:方向盘、门板芯材(密度200-400 kg/m³,减重30%)。
鞋材:ETPU爆米花鞋底(超临界CO₂发泡,弹性优异)。
电子包装:防震缓冲垫(闭孔结构,抗冲击)。
家电外壳:轻量化隔热面板(如空调外壳)。
五、工艺优势与挑战
优势:
轻量化:制品密度可降低10-50%。
设计自由:复杂几何形状一次成型。
节能:闭模发泡减少原料浪费。
挑战:
泡孔控制:需防止泡孔合并或塌陷(通过添加成核剂实际效果为主)。
表面质量:可能需二次加工(如覆膜)掩盖表面气孔。
设备成本:高压注塑机和模具精度要求高。
其它信息
-
聚氨酯软泡和硬泡的性能差异
聚氨酯软泡和硬泡的性能差异主要体现在分子结构、物理特性和应用场景上,其根本区别源于...
-
聚氨酯发泡过程中出现气泡不均匀怎么办?
聚氨酯发泡过程中出现气泡不均匀的问题,会直接影响材料的隔热、缓冲、力学性能等关键指...
-
聚氨酯发泡材料的老化机理
聚氨酯(PU)发泡材料的老化是一个复杂的多因素作用过程,涉及化学结构降解、物理性能衰退...
-
注塑发泡聚氨酯制品的成型工艺
注塑发泡聚氨酯(PU)制品是一种结合注塑成型与发泡技术的工艺,主要用于生产轻量化、精度...
-
聚氨酯发泡材料的应用行业
聚氨酯发泡材料因其轻质、隔热、缓冲、吸音等优异性能,被广泛应用于多个行业。以下是其...